Kvalitet, test og sporbarhed

Vores ydelser
- Automatisk optisk inspektion
- Automated Optical Inspection, AOI
- Flying-Probe-Test / FPT
- Funktionstest / FT
- In-Circuit-Test / ICT
- termisk billeddannelse
- Infrarød termografi / IRT
- Lodningspasteinspektion - sinterpastainspektion / SPI - 3D-SPI
- Manuel visuel inspektion / MVI
- Visuel inspektion
- Røntgeninspektion
- Røntgentest
- Mekaniske slidtests
- Mekaniske udholdenhedstests
- prøver
- Periodiske prøver
- Rutine tests
- Sporbarhed
- Traceability
Kvalitet bestemmer – bestem med: for kvalitet fra AMS
AMS lever kvalitet både i de færdige produkter og i alle trin undervejs.
Vi er ISO 9001 certificeret og producerer baseret på IPC 610. For mere information, se //Certifikater og medlemskab
Vores tilfredse kunder er det bedste bevis på kvalitet. Vi har passet mange af dem i årevis. Vi giver dig en lille indsigt under //Vores kunder
I udvikling og design begynder kvalitet med accept af krav – og strækker sig til undfangelsen, en fuldt funktionel prototype til den færdige seriemodel. Hvis du er i tvivl, gennemgår vi de individuelle udviklingstrin sammen med vores kunder i flere iterationer – indtil resultatet virkelig er perfekt!
I produktionen begynder kvaliteten med udvælgelsen af komponenter af høj kvalitet, brugen af moderne produktionsfaciliteter og ekspertpersonale med et godt øje for detaljer. Sådan fremstiller vi med høj præcision - og lav afvisningskvote.
Den sidste del af produktionsprocessen er den endelige kvalitetssikring. For at sikre, at alt altid er i sidste ende, bruger vi en række forskellige testprocedurer og teststrategier.
Vi bruger følgende testprocedurer:
Manuel visuel inspektion / visuel inspektion (MVI):
Som en del af den manuelle visuelle inspektion (MVI) kontrolleres de færdige printplader manuelt optisk af vores mangeårige specialister fra kvalitetssikring ved hjælp af mikroskoper. Års erfaring sikrer, at selv mindre afvigelser anerkendes pålideligt. Afhængigt af kravene er overfladiske til krævende optiske test mulige.
Metoden til visuel inspektion kan være en foretrukken testmetode, især i forbindelse med små mængder og i forbindelse med sikkerhedsrelaterede applikationer.
Automatisk optisk inspektion (AOI):
Som en del af den automatiske optiske inspektion (AOI) kontrolleres de færdige printplader for fejl mekanisk ved hjælp af billedbehandlingsmetoder. På denne måde identificerer vi pålideligt manglende eller forkert monterede komponenter, snoede eller forskudte komponenter, komponenter, der ikke er eller ikke korrekt loddet, forurening af printplader, komponenter, der er kortsluttet med hinanden og meget mere. Den automatiske optiske inspektion er en omkostningseffektiv måde at kontrollere samlede PCB'er hurtigt, pålideligt og i stort antal for mulige produktionsfejl.
Lodningspasteinspektion og sinterpastainspektion (SPI / 3D-SPI):
Ved hjælp af lodningspasteinspektion og sinterpastainspektion kontrollerer vi printplader efter lodningspastaudskrivning / sinterpastaudskrivning med hensyn til forskellige målekriterier. Dette sikrer, at utilstrækkeligt lodde eller sintrede printplader tidligt kan fjernes. Afhængigt af processen og påføringen inspiceres forskellige kriterier, såsom form, højde og areal, volumen, broer, X / Y-forskydning, coplanaritet, partikler, hak, huller og frysning, og der påvises pålideligt fejl.
Termisk billede / infrarød termografi (IRT):
Ved hjælp af termisk billeddannelse / infrarød termografi (IRT) kan vi allerede identificere hotspots og atypiske temperaturfordelinger inden for elektronikudviklingen, hvilket kan føre til termisk stress og for tidlig aldring og muligvis svigt i de enkelte komponenter. Til dette undersøger vi prototype kredsløb og især integrerede kredsløb (IC'er), mikrokontrollere og multichip-moduler, der er bygget på dem. Sådan registrerer vi pålideligt loddefejl (f.eks. Kolde loddeforbindelser), komponenter, der er kortsluttet til hinanden, øget kontaktmodstand (f.eks. På grund af begrænsninger i kabler), effekttab forårsaget af HF-misforhold, revner i forbindelsespunkter, som ikke kan genkendes visuelt ved skjul, verificer den korrekte termiske forbindelse af kølelegemer og mere.


In-Circuit-Test (ICT)
Vi bruger in-circuit tests (ICT) til at kontrollere elektroniske moduler, kredsløb og printplader for elektriske forbindelser og definerede komponentparametre.
Til dette formål indsætter vi dem i specielle testadaptere, som vi også udvikler og fremstiller i overensstemmelse med de respektive krav.
In-circuit tests (ICT) muliggør en nøjagtig detektion af fejl i lederbanen (f.eks. Kortslutninger / afbrydelser), defekte loddeforbindelser, komponentfejl og mere.
Begge analoge komponenter kan testes eller måles langs forskellige parametre (f.eks. Modstand, kapacitans, induktans osv.) Såvel som digitale komponenter under hensyntagen til tidligere definerede testsignaler. Effekterne detekteres og sammenlignes med de definerede målværdier eller de forventede effekter.
Forskellige målemetoder (totrådsmålinger, firetrådsmålinger) anvendes i sammenhæng med ICT.
På grund af den relativt komplekse tilpasning (på grund af behovet for at udvikle individuelle testadaptere) bruges ICT primært i sammenhæng med større produktionspartier.
Flying-Probe-Test (FPT)
Den Flying-Probe-Test (FPT) er en testprocedure, der ligner In-Circuit-Test (ICT) metoden noget i testproceduren, men har nogle forskelle og specifikke fordele og ulemper i forhold til ICT.
Sammenlignet med ICT bruges kun få testnåle med FPT (normalt fire på toppen og to på bunden). Disse styres og kontaktes fuldautomatisk ved de tilsvarende testpunkter / målepunkter på det færdige printplader (loddeunderlag, stifter eller testpuder), hvorved test på begge sider er mulig. På denne måde - svarende til ICT-metoden - kan forbindelsesfejl påvises pålideligt.
I modsætning til ICT-processen udføres testene af de samlede printplader i et panel i FPT-processen ikke parallelt, men sekventielt. Testpunkterne røres og testes kredsløbskort med kredsløbskort, hvilket fører til længere testtider sammenlignet med ICT-processen. På den anden side fører denne procedure til større fleksibilitet, når testprojekterne oprettes med hensyn til ændring af layout. Derudover er der ingen omkostninger til udvikling af specifikke testadaptere, og mindre gitterdimensioner kan kontaktes sammenlignet med ICT-processen.
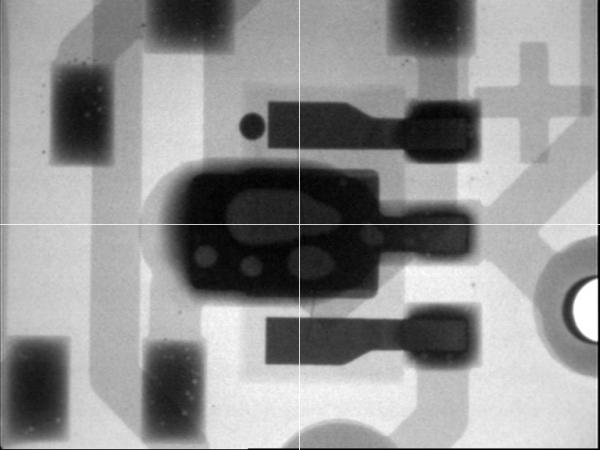
Røntgeninspektion (X-ray inspection, XI):
Røntgeninspektioner hjælper os med at udføre hurtige og sofistikerede optiske røntgenprøver på printplader. X-ray-metoden bruges først og fremmest, hvor automatisk optisk inspektion (AOI) når sine grænser: med stærkt integrerede enheder med meget korte afstande, med printplader, hvor loddeforbindelserne ikke er synlige på grund af tilsløret (Ball Grid Array, BGA) såvel som multilayer-printkort, hvor testspor forbliver skjult til AOI.
Funktionstest (FT):
Den konkrete, korrekte funktionalitet af elektroniske moduler, enheder og systemer testes som en del af funktionstest (FT). Perifere tests kan også inkluderes her.
Sammenlignet med andre testmetoder er testdybden imidlertid temmelig lille, hvorfor der ofte bruges funktionelle test i kombination med andre testmetoder.
Funktionstest kræver brug af specielle testsystemer, som vi udvikler til dig i henhold til de respektive krav – eller bruger testsystemer leveret af vores kunder.

Mekanisk slid- og stresstest:
For omfattende test af holdbarheden af mekaniske komponenter og moduler udvikler vi individuelle slid- og belastningstest, der gør det muligt at vurdere virkningerne af kræfter, aldring og slid, afhængigt af en simuleret levetid, med hensyn til anvendelighed og robusthed.
Prøver, periodiske prøver, rutineprøver
I vores kvalitetssikring tester vi altid mindst på grundlag af en prøve fra den respektive produktionsbatch. Størrelsen på prøven er blandt andet afhængigt af størrelsen på selve batch. Afhængig af krav og aftale med kunden udfører vi også periodiske inspektioner, hvor vi individuelt koordinerer og er enige om inspektions- og cyklustider. Om nødvendigt udfører vi også rutinemæssige tests (dvs. hvert enkelt produkt).

Sporbarhed (Traceability):
Sporbarhed (Traceability) er af stor betydning i forbindelse med produktsikkerhed i elektronikproduktion. Hvis, på trods af al fremsyn, en defektivitet af en komponent bestemmes efter produktion, giver sporbarhed mulighed for at spore anvendelsen af den berørte komponent til hver enkelt enhed. For at gøre dette muligt stoler vi hos AMS på omfattende mærkning – og har udstyret alle vores SMT-maskiner med, hvad der sandsynligvis er de mest avancerede labelfeeder af deres art: de automatiske labelfeeder i vores ALF-produktlinjer. //ALF
Relateret indhold
Kvalitet - Vores certificeringer og medlemskab

Hier können Sie sich unsere Zertifikate ansehen und herunterladen.